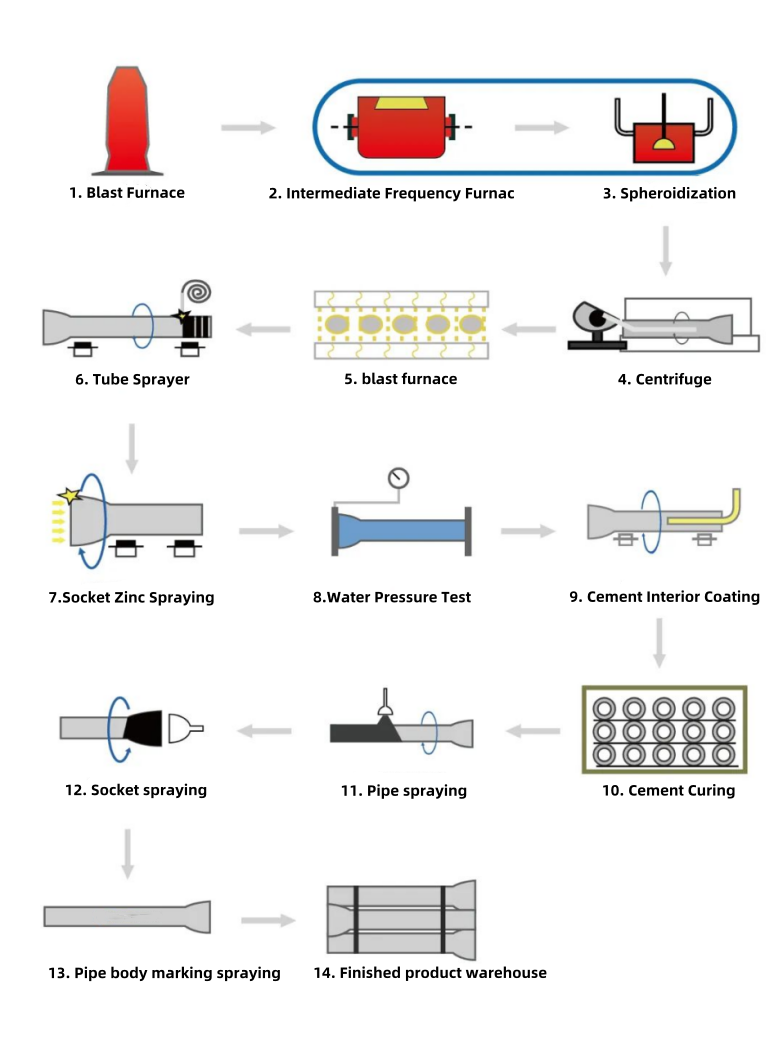
Work Flow
01 After the molten iron after spheroidization in the medium frequency furnace reaches the process pouring temperature, it is poured into a fan-shaped bag and a slag agglomerating agent is added for slag removal.
02 Place the sand core on the core frame manually and start the low-speed rotation
03 Turn out the mold powder through the spiral rod and blow it into the tube mold with nitrogen.
04 Open the machine to the pouring position, the tube mold rotates at the set speed, and close the core frame.
05 The fan-shaped bag is automatically turned over, and the molten iron flows out from the bag mouth. Inoculant is added for inoculation treatment, and the quick turn-over bag is reset at the same time.
06 The molten iron is poured into the tube mold through the trough and the flow trough, and the socket is poured first and then the pipe body.
07 After the socket probe detects that the socket is full, the centrifuge main machine automatically moves down until the entire cast pipe is poured.
08 After the high-speed rotation cooling is completed, the core frame is automatically swung out. After the worker cleans the residual iron and debris on the core frame, a new sand core is placed to prepare for the next pipe pouring.
09 After the centrifuge stops rotating, the pipe pulling clamp is inserted into the pipe socket, and the pipe pulling machine automatically pulls out the pipe.
10 The formed cast pipe is lowered by the pipe lowering machine to the pipe feeding chain and sent to the annealing furnace for annealing.
Quality Inspection
During the casting of pipes, the wall thickness and appearance quality must be controlled to ensure that there are no casting defects such as pores, pits, casting marks, and heavy skin.
Click it to explore the new catalog and let’s discuss how we can support your next project!
Post time: Jun-10-2025







