




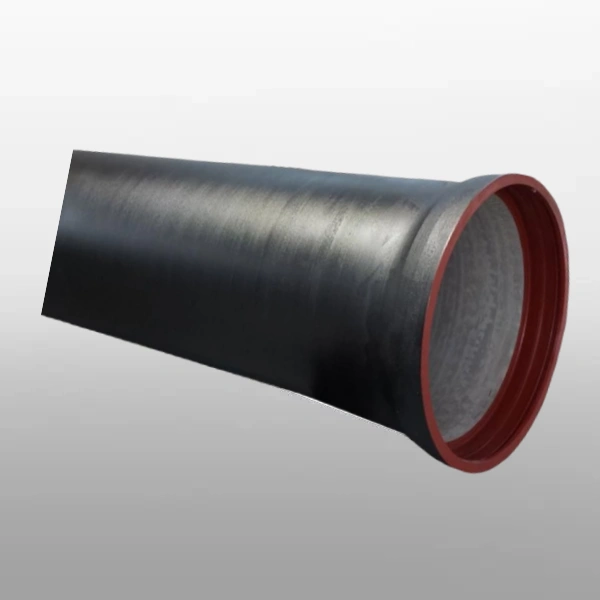
DINSEN Pipe focuses on pipeline business. With rich experience and advanced technology, its products include ductile iron pipes, cast iron pipes (also named SML pipe), pipe fittings and coupling etc, which are widely used in infrastructure, construction ,water supplying, hotel, airport and energy. It is a reliable pipeline solution provider for many large projects.
DINSEN Metal is committed to the field of metal processing and stainless steel products. It is proficient in various metal processing processes and has achieved remarkable results in the research and development and production of stainless steel fixing products, clamps, joints, coupling, pipes and fittings etc. It brings high-quality and diversified metal products to the market and has established a good reputation in the industry with its high-quality product quality and exquisite craftsmanship.
Globalink is a comprehensive supply chain solution provider dedicated to providing tailer made supply chain solutions to global customers. Relying on technological innovation and a global network, the company focuses on optimizing supply chain processes, logistic solution, global technology provider, reducing operating costs and improving cross-border trade efficiency. Its services cover industrial manufacturing, energy, technology and other fields.
These 3 BU complement each other and jointly promote the steady progress of DINSEN Group in the market and continue to create greater value.
Are you looking for a supply chain management solution provider?
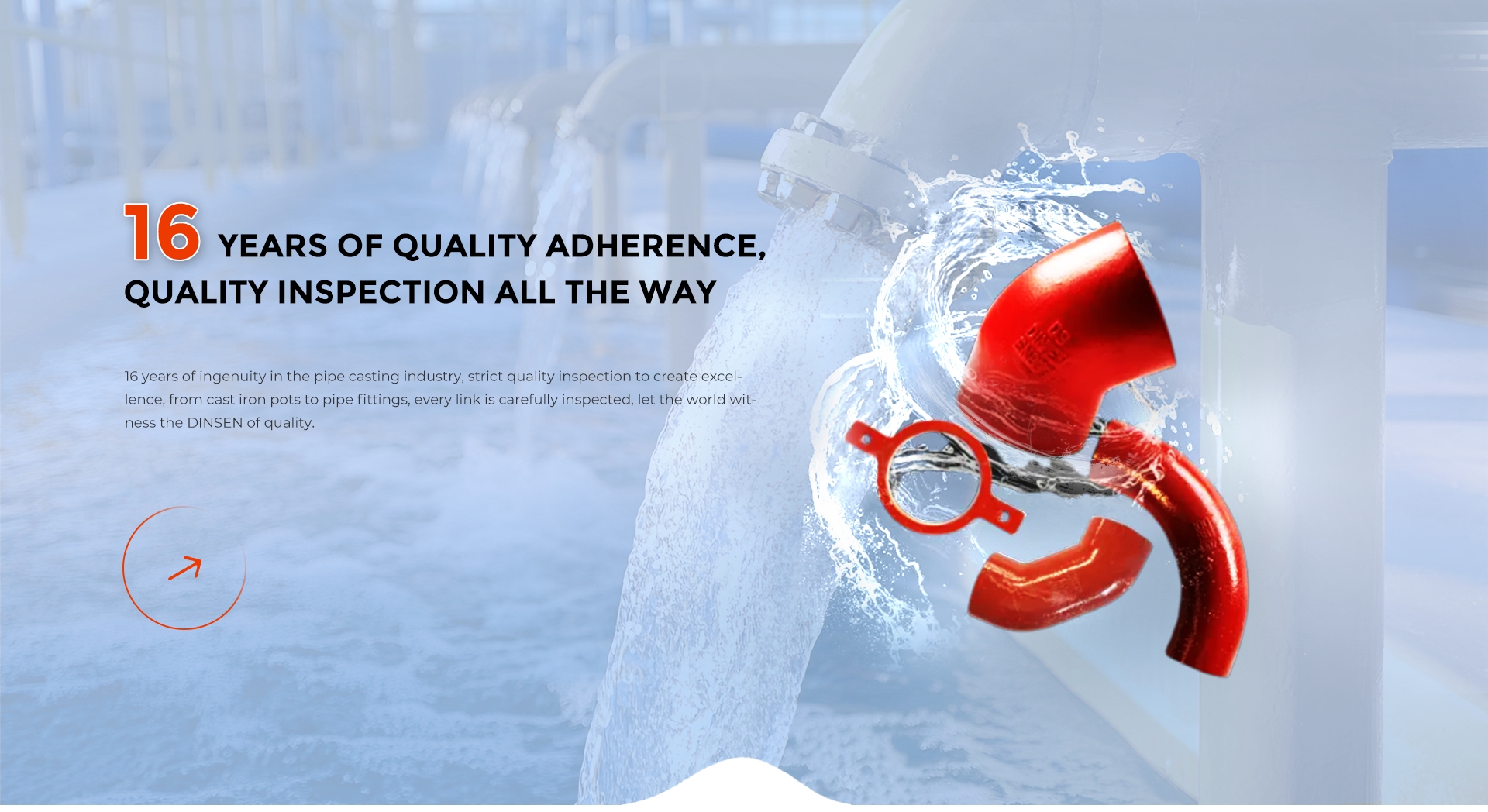
We provide it strictly in accordance with lSO9001 quality management system and factory production control
Send Inquiry


Who is Dinsen
As an outstanding enterprise in the industry, DINSEN Group has attracted much attention with its diversified business layout and strong professional capabilities. The group has 3 distinctive business unit each of which shines in different fields.
View more
 about
about
-
0+
Years Industry Experience
-
0
Satisfied Customers
-
0+
Capacity
-
0+
Countries
Dinsen Business Units




Dinsen MAIN PRODUCTS














Dinsen Product quality inspection



Dinsen video


products




Dinsen News & Events
Find out about our latest news and exhibitions Dinsen aims to learn from world famous enterprise like Saint Gobain to become a responsible, trusty company in China to keep improving the human being life!
View more






Dinsen Case presentation
View more




Dinsen Company exhibition
We have exhibitions all over the world. Our products and services are widely involved in various professional exhibitions on a global scale, covering multiple industries and markets. 16 years of quality adherence, quality inspection all the way. Strictly in accordance with ISO9001 quality management system factory production control.









DINSEN Request For Quotation
You can leave a message online, we will contact you asap, you can conctact us by email or whatsapp also.
© Copyright - 2010-2024 : All Rights Reserved by Dinsen
Featured Products - Hot Tags - Sitemap.xml - AMP Mobile
Dinsen aims to learn from world famous enterprise like Saint Gobain to become a responsible, trusty company in China to keep improving the human being life!







